


Qualidade da semeadura da soja
O processo de semeadura está sujeito à interferência de diversos fatores, desde a escolha correta da semente até os mecanismos responsáveis por sua dosagem e deposição
19.06.2023 | 16:29 (UTC -3)
Apesar dos avanços tecnológicos na colheita mecanizada da cana-de-açúcar, a qualificação e o treinamento dos operadores ainda são pontos que precisam avançar para garantir melhores resultados na operação.

O Brasil cultiva um terço de toda cana-de-açúcar do planeta, correspondendo a cerca de nove milhões de hectares, sendo mais da metade deste total cultivada apenas no estado de São Paulo. Após a criação do Protocolo Ambiental em 2007, acordo firmado entre o estado de São Paulo, a indústria e os fornecedores de cana para antecipar o fim da queima da palha, o setor sucroenergético passou por grandes transformações, principalmente quanto ao uso de máquinas na colheita.
De acordo com informações do Centro de Tecnologia Canavieira (CTC) e do Laboratório Nacional de Ciência e Tecnologia do Bioetanol (CTBE), no Centro-Sul, principal região produtora de cana-de-açúcar, a colheita mecanizada passou de 48% em 2008 para um valor próximo a 100% nos dias atuais, enquanto que o valor médio considerando todo Brasil seria de 75%.
Com o estabelecimento do Protocolo e a redução da mão de obra disponível, a colheita mecanizada no Brasil se tornou um processo irreversível, mas causou grandes impactos em longevidade, perdas e produtividade dos canaviais, fazendo com que canaviais que produziam 80t/ha entre 2004 e 2006 passassem a produzir 70t/ha atualmente.
Diante da dimensão da cana-de-açúcar no Brasil e do cenário estabelecido nos últimos anos, temos visto a busca por alto rendimento operacional, com colheitas realizadas 24 horas por dia e o surgimento de novos modelos de colhedoras, chamadas de multilinhas, capazes de colher duas ou mais linhas simultaneamente.
Entretanto, são poucos os trabalhos realizados com o intuito de avaliar a qualidade da operação realizada por essas máquinas e em turnos diurnos e noturnos, que afetam diretamente a visibilidade do operador. Sendo assim, um grupo de pesquisadores da Unesp e do Ifro realizou uma avaliação da qualidade operacional da colheita mecanizada de cana-de-açúcar realizada por uma colhedora multilinhas nos turnos diurno e noturno de colheita.
O estudo foi realizado em uma área agrícola com altitude de 610m e declividade de 3,5%. O solo predominante da área estudada foi classificado como Latossolo Vermelho Distrófico (Santos et al, 2013), o clima Cwa pela classificação de Köppen (Alvares et al, 2013) e a variedade cultivada foi a CTC 20.
A colhedora avaliada foi uma Case modelo A8800 multi-row, com potência nominal de 263kW (358cv) à rotação de 2.100rpm, equipada com rodados de esteiras (largura 45mm) e bitola de 2,4m, operada à velocidade média de deslocamento de 2,5km/h durante o dia e 2km/h à noite, rotação média no motor de 1.800rpm e, no momento da colheita, o sistema de direcionamento automático estava desligado.
O sistema de corte de base frontal da colhedora, com sistema independente de controle de altura, composto por dois discos de 1m de diâmetro, equipados com 12 facas de corte cada e inclinação de 45°, trabalhou à pressão média de 85bar. Já o sistema recolhedor (central), composto por dois discos equipados com cinco elementos recolhedores (facas de corte) e sistema de controle automático de altura de corte Autofloating, trabalhou à pressão média de 55bar.
Este modelo de colhedora era capaz de colher duas ou mais fileiras de cana-de-açúcar simultaneamente, devido à sua plataforma ajustável (sistema “abre e fecha”) capaz de adequar a abertura frontal ao espaçamento do canavial.
Para avaliar a colheita, foram seguidas as premissas do controle estatístico de processo, sendo 42 pontos por turno avaliados aproximadamente a cada cinco minutos, totalizando 84 pontos.
Como indicadores de qualidade, foram utilizados os índices de dano de soqueiras propostos por Toledo et al (2013), correspondendo aos valores calculados baseados na soqueira amostrada e avaliada em uma armação de 0,25m2.
Os danos às soqueiras são classificados visualmente baseados nos limites estabelecidos pelo australiano Sander Kroes (Tabela 1), e o cálculo do índice de danos é realizado baseado nos valores atribuídos a cada faixa de danos.
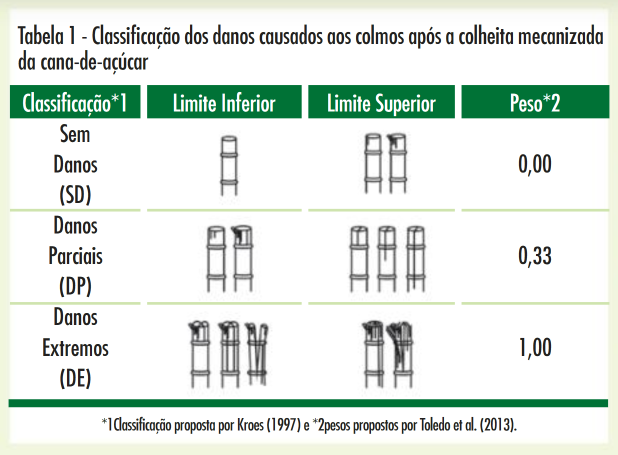
Durante a avaliação foram encontradas diferentes situações, com danos extremos, com a soqueira bastante danificada após a colheita mecanizada e também situação ideal, com o corte realizado perfeitamente, não causando nenhum dano à soqueira, o que favorecerá a longevidade do canavial.
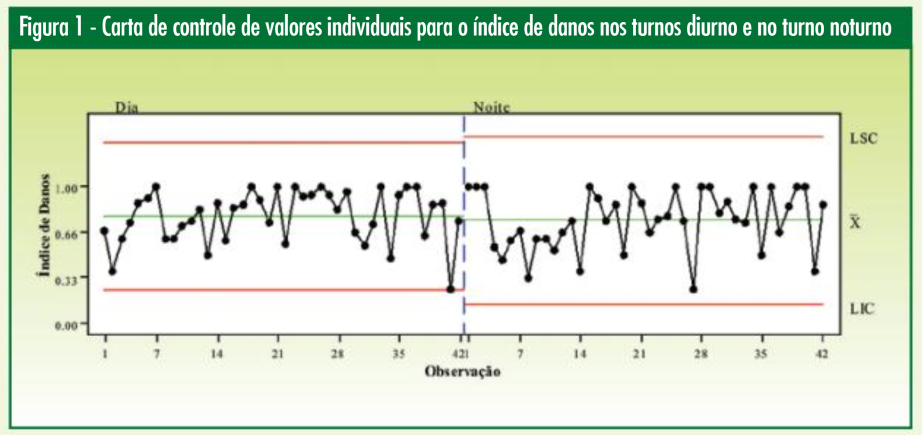
Como ferramenta para analisar os dados, foi utilizada a carta de controle de valores individuais do controle estatístico de processo, em que a linha central (verde) representa a média geral do processo e as linhas vermelhas representam os limites superior (LSC) e inferior (LIC) de controle ou a variabilidade do processo. Este recurso é muito aplicado para monitorar a qualidade operacional de máquinas na indústria e adaptado para condições agrícolas.
Quando observados os efeitos dos turnos sobre o índice de danos, verificou-se que a variabilidade foi superior no turno noturno, ou seja, menor qualidade operacional, enquanto que os valores de danos extremos foram próximos e elevados para ambos os turnos, com 74% no turno diurno contra 71% no turno noturno (Figura 1).
A visibilidade é um fator extremamente importante na colheita mecanizada de cana-de-açúcar (Noronha et al, 2011), e por se tratar da colheita simultânea de duas linhas, torna-se ainda mais importante, pois não foi utilizada qualquer tecnologia de direcionamento automático, o que favorece a perda de orientação no momento da colheita, acarretando maiores danos às soqueiras e perdas de material rico em sacarose.
Além do desgaste observado nas facas do mecanismo de corte de base, outro fator importante foi que durante a colheita noturna a umidade relativa do ar estava elevada, fazendo com que o material colhido apresentasse maior umidade e prejudicasse a qualidade do corte, muitas vezes observada pela sobrecarga da colhedora, sendo necessárias pausas contínuas da colhedora.
Com isso, verifica-se que tecnologias, como a colhedora multilinhas, são necessárias para suprir as novas demandas que surgiram com a transformação do setor. Porém, a qualidade operacional ainda esbarra em fatores já conhecidos, mas ainda negligenciados que vão desde a falta de manutenção das facas de corte, o não uso do piloto automático para orientação em condições de baixa visibilidade, até a não consideração das condições ambientais e dos canaviais no momento da colheita.
Lucas Augusto da Silva Gírio, FCAV - Unesp Jaboticabal; Patricia Candia de Menezes, Ifro, Colorado do Oeste; Franciele Morlin Carneiro, Tiago de Oliveira Tavares, Rouverson Pereira da Silva, FCAV - Unesp Jaboticabal
Artigo publicado na edição 186 da Cultivar Máquinas, mês julho, ano 2018.
Receba por e-mail as últimas notícias sobre agricultura


Receba por e-mail as últimas notícias sobre agricultura
O processo de semeadura está sujeito à interferência de diversos fatores, desde a escolha correta da semente até os mecanismos responsáveis por sua dosagem e deposição


O processo de semeadura tem que fornecer condições ótimas para o seu desenvolvimento, levando em consideração todos os parâmetros que podem variar de acordo com o conjunto trator-semeadora e de suas regulagens específicas

