


Efeito da época e adubação em alface
Alface-americana responde muito à adubação nitrogenada, bem como sofre influência da época de plantio; fatores afetam rendimento e qualidade
22.05.2020 | 20:59 (UTC -3)
Para cada máquina existente no campo há uma série de pessoas e processos envolvidos na fabricação, seleção e montagem de cada componente que juntos formam equipamentos de todos os tipos e com as mais diversas tecnologias disponíveis.
Em relação à massa, o ferro é o elemento mais abundante na crosta terrestre. Só em 2014, foram extraídos 3,22 bilhões de toneladas de minério de ferro, que desses, 320 milhões de toneladas foram produzidas no Brasil, representando quase 10% da produção mundial, atrás apenas da China (47%) e da Austrália (20,5%). A alta produção não é à toa, o ferro possui um variado número de aplicações em diversos campos. O ferro é durável, resistente, duro, maleável, suporta bem esforços de tração e compressão, pesa muito e o mais importante: é barato. Essas características fazem do ferro o material perfeito para as máquinas agrícolas. Do minério de ferro extraído pelas mineradoras à peça metálica trabalhando nos mais diversos mecanismos e estruturas existe uma gama de processos responsáveis por essa transformação, alguns destes, com ênfase nos processos mecânicos, serão abordados neste artigo.

É provável que em volume a maior parte dos componentes de tratores seja fabricada através da fundição, de ferro em sua maioria, já que o alumínio, por ser um metal mais leve, não é um material tão interessante para máquinas agrícolas quanto para outros setores da indústria automobilística. Na fundição, um metal em estado líquido, completamente fundido em um forno, é vazado em um molde com a forma desejada e, assim, após a solidificação, dá formato ao metal.
O método mais empregado, e também o mais barato, é a fundição em molde de areia, onde areia comum misturada com um aglomerante é compactada ao redor do modelo da peça. Nesse processo o molde é destruído e a areia reaproveitada. Blocos de motor, pistões e virabrequins para aplicações de baixa potência são alguns exemplos de componentes fundidos em moldes de areia, além dos lingotes usados em processos de conformação mecânica.
Já a fundição com matriz metálica permite peças bem mais complexas e de paredes mais finas do que os processados por molde de areia. Porém não serve para fundir aço, sendo usada na fundição de metais com temperatura de fusão menor que a do aço, como ligas de alumínio, chumbo e zinco, com o metal podendo ser injetado por gravidade ou pressão. A matriz, após a fundição, é limpa e lubrificada, ficando pronta para um novo processo, podendo ser usada centenas ou milhares de vezes. Peças como cabeçotes, bielas, pistões e caixas de engrenagens são fundidas em matrizes.
Nos processos de conformação mecânica como laminação, forjamento, trefilação e extrusão, peças são obtidas por meio da aplicação de forças com pressão em metais sólidos, que através da sua deformação plástica são moldados no produto desejado. Podem ser executados a quente, facilitando o processo por necessitar menor energia mecânica para conformar o metal ou para modificar as propriedades mecânicas do mesmo, ou a frio, resultando em melhor acabamento final além do encruamento do material, aumentando a resistência mecânica, mas diminuindo a capacidade do material se deformar sem romper.
Alguns dos métodos de conformação mecânica são necessários antes de a peça partir para processo final de conformação, como a laminação, processo no qual um lingote passa entre os cilindros do trem de laminação que o comprimem, diminuindo a espessura e aumentando a largura e o comprimento. Esse método origina chapas, folhas ou barras que podem ser usadas em outros processos de conformação, usinagem ou soldagem.
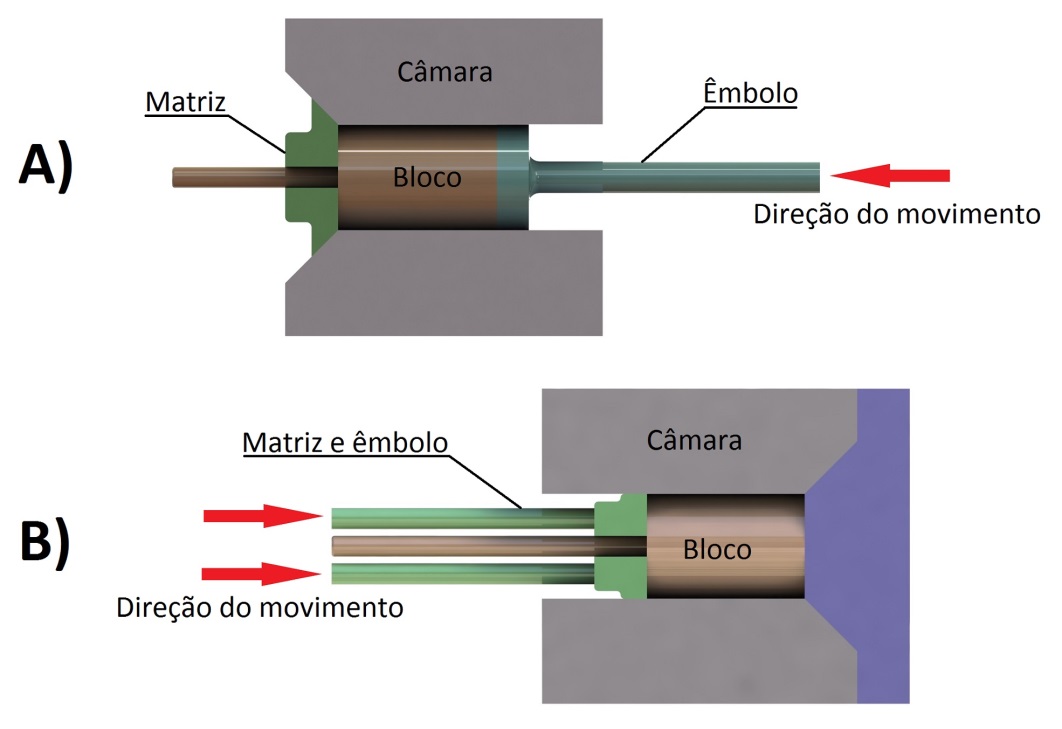
A extrusão é o processo de conformação no qual um lingote vindo diretamente de forja ou um tarugo procedente de uma laminação é intensamente comprimido, sendo forçado a passar através de uma matriz. Quanto ao movimento do material, a extrusão pode ser classificada em direta e indireta: na direta, o êmbolo comprime o material, forçando-o passar por uma matriz presa à câmara, no lado oposto ao êmbolo; já na indireta (ou inversa) a matriz é presa ao êmbolo e avança em direção ao tarugo. Pela extrusão podem ser feitas barras com formatos diferenciados, como tubos e trilhos.
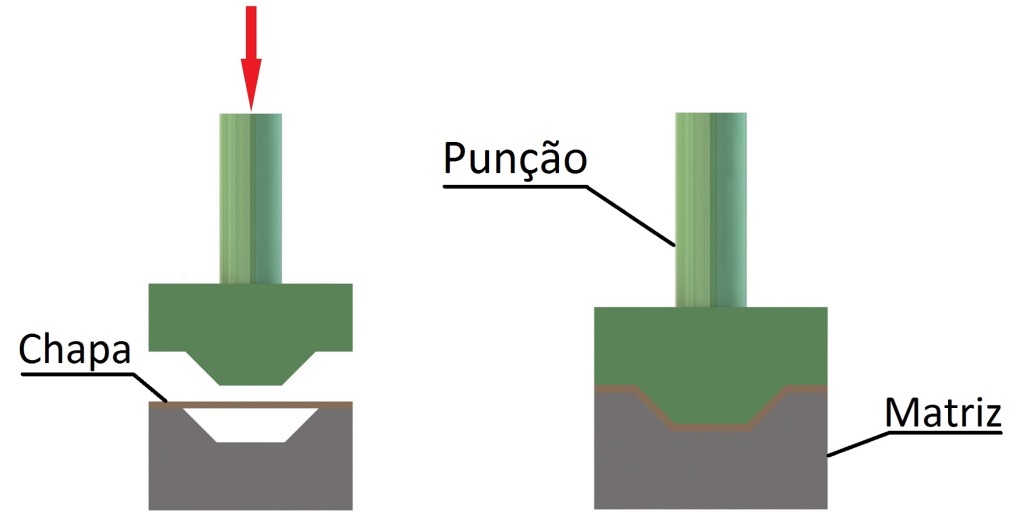
Os capôs, aros, para-lamas e latarias metálicas em geral são fabricados através de folhas metálicas (espessura entre 0,15mm e 6,3mm), enquanto suporte de cabine e engates, por exemplo, são chapas (espessura superior a 6,3mm) conformadas por estampagem. Para se fabricar uma folha ou chapa, um lingote passa pelo processo de laminação, a quente ou a frio. Tendo a folha ou chapa, parte-se para o processo de estampagem, onde essa é submetida a uma carga de compressão entre um punção e uma matriz, que podem ser usados para moldar, dobrar ou cortar. O metal usado deve ser dúctil e maleável, como aços de baixa liga (de 2% até 5% de outros elementos) e alumínio. A estampagem é usada para produções em série devido ao custo dos moldes ou matrizes, não sendo economicamente viáveis para pequenas tiragens. A estampagem a frio oferece maior precisão dimensional e melhor acabamento, porém na estampagem a quente podem ser obtidas curvas que a frio não seriam possíveis.
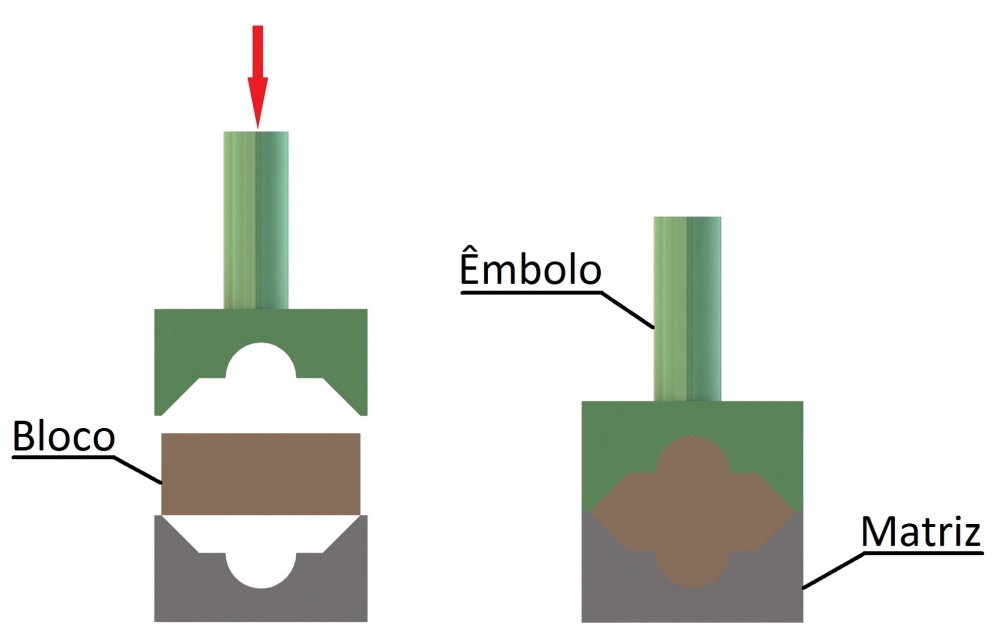
O forjamento é um dos métodos mais antigos de trabalho com metais. No seu processo, o metal sofre deformação por compressão, podendo ser martelado ou prensado no molde, dando a forma desejada. Em sua maioria, operações são realizadas a quente (requerendo menos força de compressão da prensa, mas com acabamento e precisão dimensional não tão boa como a frio), embora em alguns casos específicos o metal possa ser forjado a frio.
No processo de forjamento por martelamento, um punção repentinamente exerce uma força de impacto sobre a superfície do metal. Já no processo de forjamento por prensagem, o material é submetido a uma força progressiva de compressão.
O forjamento também pode ser caracterizado quanto ao tipo de matriz: matriz aberta (também chamado de forjamento livre), usado para produção de peças em pequena escala como barras com formatos especiais e em geral peças de formato simples e que necessitam pouca elaboração, como os braços inferiores do elevador hidráulico; e matriz fechada (também conhecida apenas como forjamento com matriz), usada para grandes quantidades de peças, processo pelo qual podem ser fabricadas bielas, virabrequins, rolamentos, eixos de transmissão e parafusos, entretanto, quase todas as peças necessitam algum trabalho de usinagem posterior.
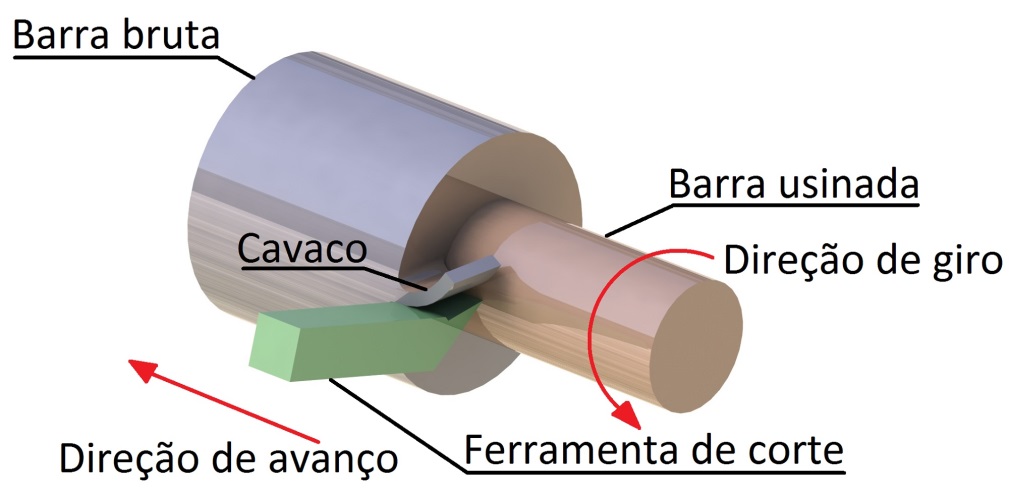
Os processos de usinagem consistem em atingir o formato e as dimensões desejados de uma peça por meio da retirada de material, esse chamado de cavaco. Através da usinagem, consegue-se uma série de vantagens, como grande precisão dimensional nas operações, execução de grande variedade de formatos, não alteração das propriedades físicas e químicas do material, além de serem processos que podem ser facilmente automatizados. Em contrapartida, os processos de usinagem demandam mais energia que outros processos, possuem elevados tempos de produção e assim podem não ser economicamente viáveis para grandes lotes de peças, o tamanho das peças é limitado pela capacidade da máquina-ferramenta e, também, o material removido das peças em muitos casos não é reciclado.
Pode-se dizer que a maioria das peças comerciais possui algum processo de usinagem na sua produção. A usinagem pode ser feita com diversos processos, como eletroerosão, laser, jato d’água etc. Mas os processos mais usuais são os mecânicos por meio de máquinas-ferramentas, como furadeiras, tornos, fresadoras. Uma revolução nos processos de usinagem foram as máquinas CNC (Comando Numérico Computadorizado), que através de códigos de programação podem realizar a usinagem de perfis mais complexos, facilitando a realização de peças com usinagem em três dimensões, além de diminuir o tempo de trabalho e erros dimensionais.
O emprego de metais, principalmente ferro, em máquinas agrícolas é essencial e elementar. Conhecer os processos envolvidos no seu refinamento, do minério bruto à peça trabalhada, é importante na avaliação dessas máquinas tão presentes e úteis ao produtor.
Como em todos os ambientes de trabalho, algumas palavras compõem um vocabulário específico bastante utilizado dos processos que fazem parte daquele local, como é o caso das fábricas de componentes metálicos que servem de matéria-prima para a construção das máquinas agrícolas.
Cavaco: pedaços de material retirado da peça por uma ferramenta em processos de usinagem.
Ductilidade: propriedade que representa o quanto um material se deforma antes de fraturar. O oposto de dúctil é frágil.
Encruamento: fenômeno que só ocorre a frio, aumento da dureza devido à deformação plástica.
Lingote: peça bruta de metal, bloco ou barra, que depois de fundido é vertido em um molde para facilitar seu manuseamento.
Máquina-ferramenta: máquina usada na fabricação de peças através de usinagem, como furadeiras, tornos e fresadoras.
Tarugo: objeto sólido, geralmente cilindros maciços, usado como matéria-prima para processos como laminação e usinagem.
Trefilação: é o processo de conformação mecânica que fabrica arames e barras finas de metal.
Gabriel Silveira Chagas, Airton dos Santos Alonço, Tiago Rodrigo Francetto, DautoPivetta Carpes, Laserg/UFSM
Artigo publicado na edição 159 da Cultivar Máquinas.
Receba por e-mail as últimas notícias sobre agricultura


Receba por e-mail as últimas notícias sobre agricultura



