


Importância e benefícios do tratamento de sementes na agricultura
Por Ricardo Otranto, líder da área de tratamento de sementes da divisão agrícola da Bayer no Brasil
17.09.2020 | 20:59 (UTC -3)
Avaliação em campo mensura perdas e impurezas em três sistemas de colheita da cana-de-açúcar no estado de São Paulo.
Com o crescimento da demanda de cana-de-açúcar e a competitividade de preço dos produtos, o setor agrícola está buscando maior eficiência e melhor tecnologia para o campo, investindo, assim, em equipamentos que proporcionam menor perda de matéria-prima, redução da contaminação da cana-de-açúcar com impurezas minerais e, consequentemente, maiores lucratividades.
A mudança no sistema de colheita da cana, do corte manual com carregamento mecanizado para corte mecanizado sem queima (cana crua), resultou inicialmente em elevação acentuada nas perdas de cana, podendo ultrapassar 15% e aumento nas impurezas vegetais e minerais enviados à indústria.
Na colheita mecanizada de cana-de-açúcar, a regulagem inadequada da colhedora e de seus equipamentos de limpeza em função das condições do canavial pode aumentar a presença de impurezas vegetais e/ou minerais, assim como as perdas de matéria-prima.
Leia também:
As ferramentas que podem ser bastante úteis e ajudar o produtor e as usinas de cana-de-açúcar no controle da qualidade nas etapas do processo de amostragens de impurezas, principalmente nos processos repetitivos, são as cartas de controle de processo.
Estas cartas podem ser consideradas uma opção para o monitoramento de determinados processos, para a análise dos resultados e a posterior tomada de decisão sobre determinada atividade relacionada às operações agrícolas mecanizadas, visando incrementar o nível de qualidade do processo.
Diante do exposto, avaliamos a qualidade da cana-de-açúcar colhida, levando-se em consideração as quantidades de impurezas minerais e vegetais nos turnos A, B e C, rotacionados das 7h às 15h, das 15h às 23h e das 23h às 7h, em três sistemas de colheita: semimecanizado (SM) (na qual a cana foi queimada para posterior colheita), mecanizado próprio (MP) e mecanizado terceirizado (MT).



A coleta de dados foi realizada nas fazendas pertencentes à Usina Vale, totalizando 1.700ha, no município de Onda Verde (SP). As amostras foram obtidas durante a colheita da cana-de-açúcar no período de 23 de março a 27 de abril de 2015, canavial com dez anos de idade na primeira avaliação, cultivares RB835486, RB855035, RB855156, RB855453, RB925345 e RB966928, com produtividade total da usina de 77t/ha.
Durante a colheita semimecanizada da cana, foi utilizado um trator Valtra, (180cv), de potência no motor a 1.800rpm, fabricado em 2001. Para a colheita mecanizada própria da cana utilizou-se uma colhedora John Deere, modelo 3520, fabricada em 2010 com 342cv de potência no motor a 2.100rpm. Na colheita mecanizada terceirizada da cana utilizou-se uma colhedora da John Deere, modelo 3520, fabricada em 2014, com 380cv de potência no motor a 2.200rpm.
Os dados sobre impurezas foram obtidos com a utilização de uma sonda oblíqua que retira amostras de matéria-prima da carga, que são analisadas no laboratório da Usina Vale. Após a homogeneização das amostras, foram pesados 10kg do material, sendo consideradas e separadas como impurezas vegetais as folhas, as palhas, as ponteiras e as plantas daninhas. Depois, foram separados os rebolos das impurezas minerais com o auxílio de uma peneira malha 5mm.
A quantificação das impurezas minerais foi feita através do método de calcinação, diferença das cinzas entre cana suja (impurezas minerais e vegetais) e cana limpa (amostra de dez rebolos de cada turno), extrapolando para unidade usual quilos de impureza mineral por tonelada de cana transportada.
Essas cartas foram utilizadas com o objetivo de avaliar a qualidade da operação, utilizando-se como indicadores de qualidade das amostragens de impurezas vegetais e minerais.
Para indicador de qualidade envolvendo impurezas minerais, dentro do turno A (Figura 1), tanto para a amostragem mecanizada própria quanto para a mecanizada terceirizada, foram constatados pontos fora do limite superior de controle, demonstrando uma baixa qualidade no processo de amostragens.
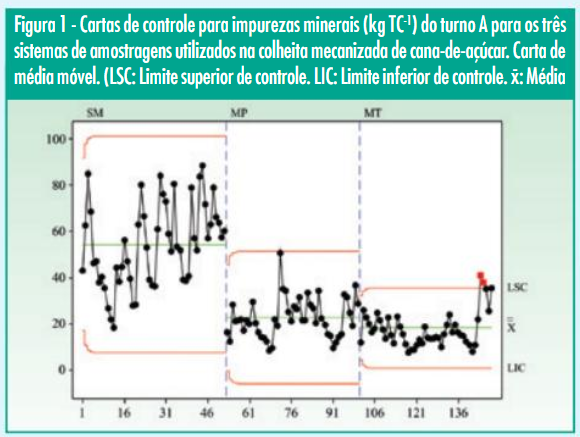
Observou-se, ainda, que a frente mecanizada terceirizada (MT), apesar da ocorrência de um ponto fora de controle, apresentou menor variabilidade, ou seja, melhor qualidade, com pontos pouco distantes entre os limites superior e inferior de controle, devido ao fato deste sistema apresentar maquinários mais novos e com inovações tecnológicas.
A ausência de mecanismo flutuante nas máquinas utilizadas provocou aumento nos índices de impurezas na carga, que implicam redução da qualidade tecnológica da matéria-prima fornecida para moagem e perdas de cana no campo, além da necessidade de alta potência para cortar e movimentar o volume de solo.
Em relação às impurezas minerais do Turno B, ilustradas na Figura 2, verificou-se a existência de pontos fora de controle nos três sistemas de colheita, o que provavelmente contribuiu para o aumento da variabilidade do processo e, consequentemente, menor qualidade no sistema semimecanizado, o que pode ter sido ocasionado pelo carregamento da cana junto com impurezas minerais para o transbordo por meio da garra das carregadoras.
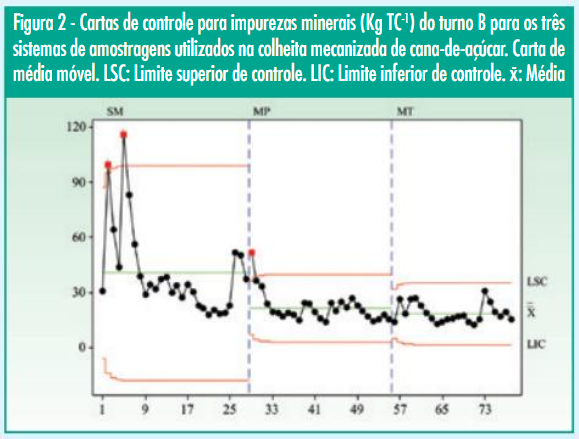
Os sistemas mecanizado próprio e mecanizado terceirizado apresentaram pontos mais próximos da média de impurezas, 21,4kg/TC e 18,3kg/TC, respectivamente. Devido ao porte mais ereto do canavial e à utilização dos cortadores de pontas, evitando que esse material seja levado junto à carga no veículo de transbordo e consequentemente os valores de impurezas vegetais sejam mais baixos.
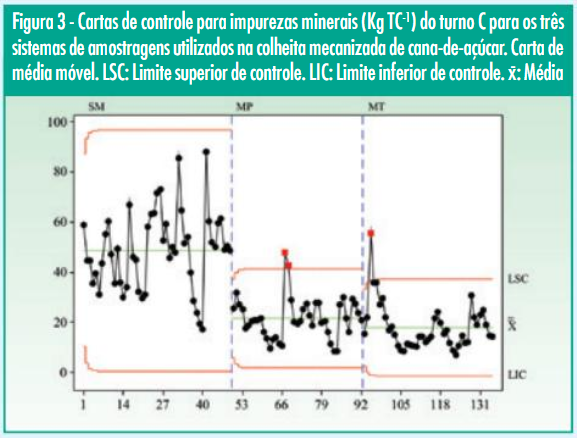
As cartas de controle para impurezas minerais do Turno C (Figura 3) demonstram a existência de pontos fora de controle nos três sistemas de colheita, o que provavelmente contribuiu para a perda da qualidade do processo nos sistemas. Os sistemas mecanizado próprio e mecanizado terceirizado apresentaram pontos mais próximos da média de impurezas, 21,5kg/TC e 17,9kg/TC, respectivamente.
No Turno A, em relação às impurezas vegetais (Figura 4), observou-se que dentro dos três sistemas de colheita houve presença de pelo menos um ponto situando-se fora do limite superior de controle, tornando assim um processo instável (baixa qualidade). Em relação à variabilidade do processo, os três sistemas se comportaram de forma semelhante, com média 191kg/TC para a carta de valores individuais.
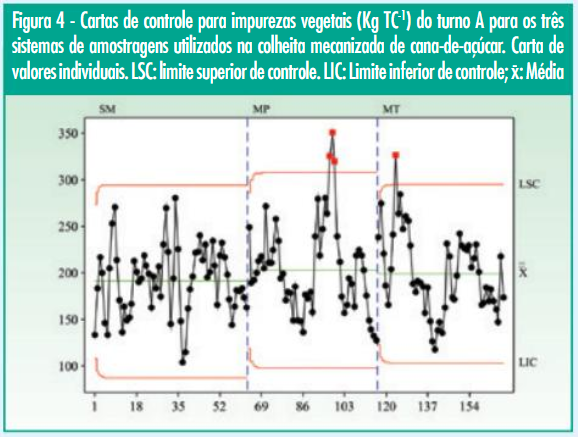
Para os sistemas mecanizado próprio e terceirizado, o aumento de impurezas vegetais pode estar relacionado com o fato de ser cana crua. Estudos observaram que sem a queima prévia resultou em aumento de 15% das impurezas vegetais (palha, palmitos e folha verde) e minerais adicionados ao processamento industrial.
As cartas obtiveram alta variabilidade de amostragens, ou seja, pontos distantes da média, que possivelmente ocorreu devido à época de colheita coincidir com a temporada de chuvas na região, o que prejudicou a queima eficiente da cana para posterior colheita, deixando assim uma grande quantidade de impurezas vegetais no sistema semimecanizado.
Outros autores encontraram valores elevados de impurezas vegetais, o que foi justificado pela falta de utilização dos cortadores de pontas, em decorrência do canavial encontrar-se deitado, fato que proporcionou o alto índice de ponteiros presentes na matéria-prima colhida.
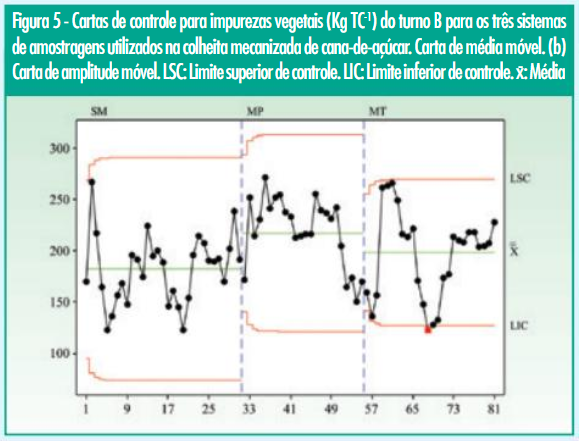
De acordo com a Figura 5, cartas de controle de impureza vegetal do turno B, nota-se que a menor variabilidade ocorreu no sistema de colheita mecanizado terceirizado, apesar de conter um ponto fora do limite superior de controle.
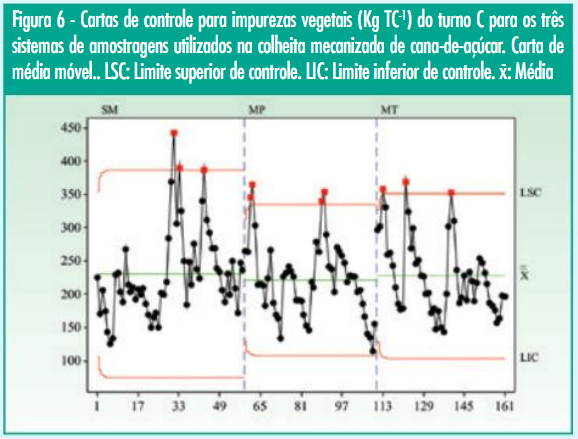
De acordo com as cartas de controle de impureza vegetal do turno C, nota-se que a menor variabilidade ocorreu no sistema de colheita mecanizado próprio, apesar de conter pontos fora do limite superior de controle, evidenciando causas especiais no processo que podem estar relacionadas aos fatores: máquina, mão de obra, meio ambiente, matéria-prima, métodos e medição.
Por fim, para as impurezas minerais, os sistemas mecanizado próprio e terceirizado apresentaram comportamento semelhante, ambos com melhor qualidade de processo. Para impurezas vegetais, os três turnos apresentaram processo instável e variabilidade semelhante. Dentro do controle de qualidade, o sistema semimecanizado mostrou-se com as maiores variabilidades.

Aline Spaggiari Alcânatara, Antonio Tassio Santana Ormond, Paulo Roberto de Souza Júnior, Rouverson Pereira da Silva e Elizabeth Haruna Kazama, Lamma, Fcav/Unesp
Artigo publicado na edição 171 da Cultivar Máquinas
Receba por e-mail as últimas notícias sobre agricultura


Receba por e-mail as últimas notícias sobre agricultura



